New Zealand’s pharmaceutical manufacturing sector is regulated by Medsafe — the New Zealand Medicines and Medical Devices Safety Authority — under the New Zealand Code of Good Manufacturing Practice for Manufacture and Distribution of Therapeutic Goods. For facilities producing medicines for the New Zealand market or for export, Medsafe GMP compliance is a licence condition, and facility design — including contamination control, zone separation, and environmental monitoring — is directly assessed during licence audits.
New Zealand’s pharmaceutical and laboratory sector spans commercial manufacturers, compounding pharmacies, contract research organisations, and university and hospital research facilities — all of which operate under varying levels of regulatory oversight and environmental control requirements.
This article examines what drives facility compliance investment decisions in New Zealand, which environmental control gaps most commonly appear in Medsafe audit findings, and how CPL Group — manufactured in New Zealand — provides the engineered solutions that pharmaceutical and laboratory facilities need.
The New Zealand regulatory landscape for pharmaceutical and laboratory facilities

Medsafe’s GMP framework aligns with the PIC/S Guide PE 009, making New Zealand pharmaceutical GMP requirements broadly consistent with Australian TGA, EU EMA, and UK MHRA standards. This international alignment is significant for New Zealand manufacturers supplying export markets — compliance with Medsafe GMP is recognised under mutual recognition and equivalency arrangements with key trading partners.
For laboratories, the relevant frameworks include ISO 14644 clean room classification and, for IANZ-accredited facilities, the laboratory design and environmental control requirements embedded in ISO/IEC 17025. Compounding pharmacies operate under Medsafe’s pharmacy compounding requirements.
Three compliance dimensions most commonly drive facility investment in New Zealand pharma and lab:
- Zone separation and contamination prevention — particularly in multi-product manufacturing and research environments where physical separation between product streams is a GMP requirement.
- Cold chain compliance — for biologics, vaccines, temperature-sensitive APIs, and clinical trial materials requiring validated cold storage in line with Medsafe guidelines.
- Clean room classification and maintenance — for sterile manufacturing, aseptic processing, and QC testing environments where ISO 14644 classification must be demonstrated and maintained.
CPL Group pharmaceutical and laboratory solutions — the full range
Clean Room Solutions
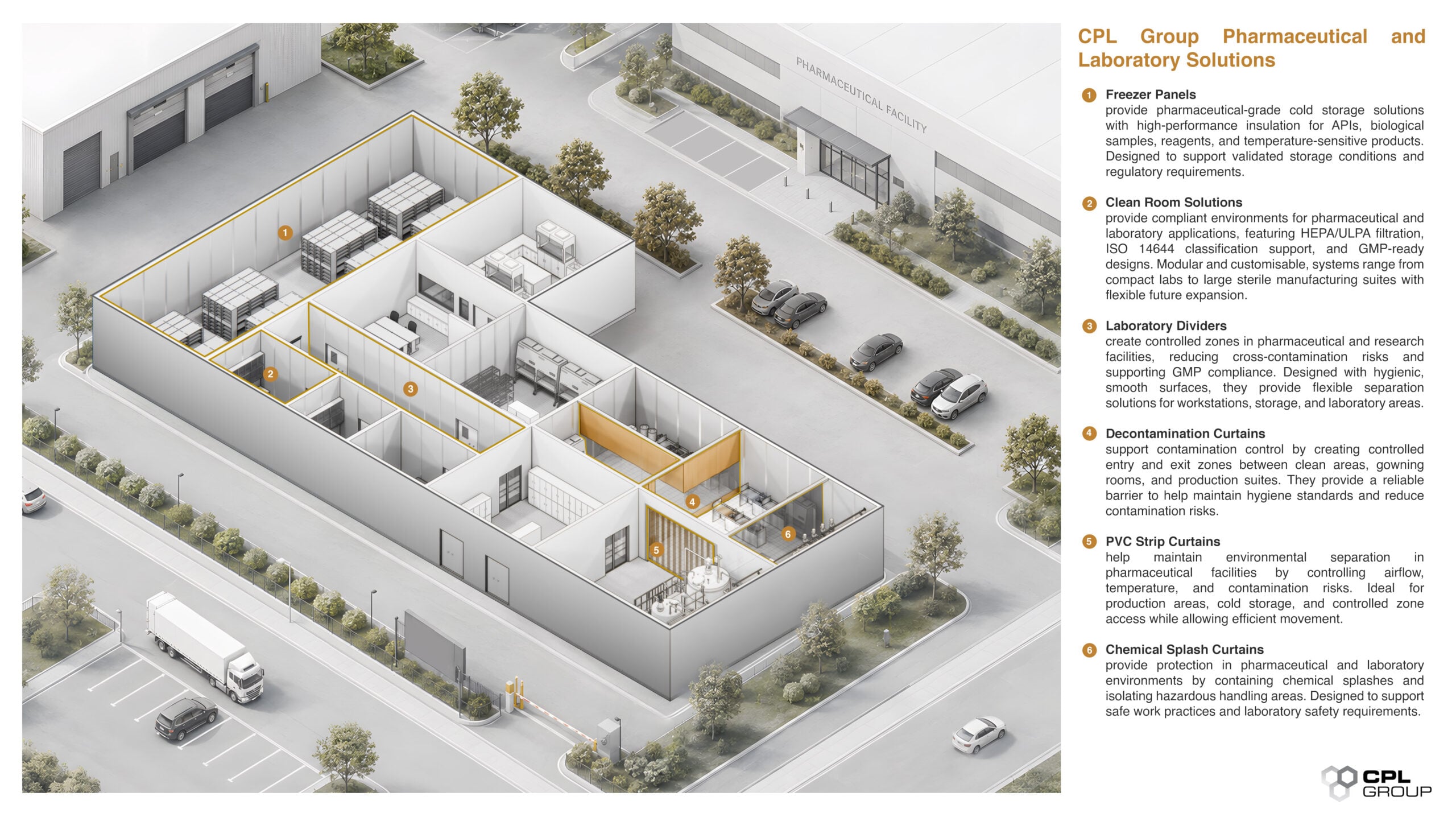
CPL Group’s Clean Room Solutions are purpose-built for pharmaceutical manufacturing and laboratory environments where contamination control is a regulatory requirement, not a preference. Systems incorporate HEPA and ULPA filtration to remove 99.99% of airborne particles, with design options that support ISO 14644 clean room classification and GMP compliance. Fully customisable in size and configuration — from compact QC lab clean rooms to large-scale sterile manufacturing suites — with modular construction that allows future reconfiguration as production requirements evolve.
Laboratory Dividers
CPL Group’s Laboratory Dividers are engineered to create defined, controlled zones within pharmaceutical and research laboratory environments. By establishing clear physical separation between workstations, sampling areas, and reagent storage, Laboratory Dividers reduce cross-contamination risk, support personnel traffic management, and contribute to GMP compliance by maintaining zone integrity during inspections. Available in a range of sizes and configurations to suit diverse laboratory floor plans, with clean, smooth surfaces that meet pharmaceutical hygiene standards.
Freezer Panels
For pharmaceutical facilities requiring reliable cold storage — whether for temperature-sensitive APIs, biological samples, reagents, or finished product — CPL Group’s Freezer Panels provide the insulated enclosure performance needed to maintain precise temperature control. Panels are engineered for pharmaceutical-grade cold store applications, supporting validated storage conditions for Schedule 4 and Schedule 8 products, biologic compounds, and clinical trial materials.
Cross Contamination Solutions
Pharmaceutical facilities running multiple product lines, handling potent compounds, or operating under changeover protocols face a heightened cross-contamination risk that layout alone cannot resolve. CPL Group’s Cross Contamination Solutions provide engineered physical barriers that prevent airborne particulate, chemical vapour, and personnel-borne contamination from crossing between zones — supporting GMP requirements for dedicated processing areas and audit-ready contamination control documentation.
Decontamination Curtains
CPL Group’s Decontamination Curtains create defined entry and egress zones that support contamination control protocols in pharmaceutical manufacturing and laboratory settings. Used at the interface between clean and controlled zones, gowning areas, and production suites, Decontamination Curtains provide a physical, auditable barrier that reinforces personnel flow protocols and reduces the risk of particulate or microbial ingress.
Chemical Splash Curtains
In pharmaceutical and laboratory environments handling solvents, reagents, and hazardous chemical inputs, Chemical Splash Curtains provide a critical layer of personnel and equipment protection. CPL Group’s chemical-resistant curtain systems are designed to contain splash events, isolate chemical handling areas, and support safe working procedures in line with WHS and laboratory safety regulations.
PVC Strip Curtains
CPL Group’s PVC Strip Curtains are deployed in pharmaceutical facilities to manage personnel and material flow between zones while maintaining environmental separation. Suitable for doorways between controlled and non-controlled areas, production entry points, and cold store access, PVC Strip Curtains reduce air exchange between zones — supporting temperature control, contamination management, and energy efficiency without impeding operational throughput.
Why CPL Group’s New Zealand manufacture matters for pharma and lab projects

CPL Group’s product range is manufactured in New Zealand — meaning pharmaceutical and laboratory facilities benefit from the shortest possible supply lead times, direct technical consultation, and rapid on-site support without international shipping delays. For facilities working to Medsafe audit deadlines or facility commissioning timelines, local manufacture and installation capability is a material advantage.
CPL Group provides no-obligation consultation, site assessment, and supply and install services across New Zealand. Contact the NZ team on 0800 111 783.
Key takeaways
- Medsafe GMP requirements — aligned with PIC/S PE 009 — assess facility design directly, making engineered environmental controls essential for compliance, not optional.
- CPL Group’s full pharmaceutical and laboratory range — Clean Room Solutions, Laboratory Dividers, Freezer Panels, Cross Contamination Solutions, and more — addresses the environmental control requirements Medsafe inspectors assess.
- Manufactured in New Zealand: shortest supply lead times and direct installation support for NZ pharma and lab projects.
- Contact CPL Group NZ on 0800 111 783 for no-obligation consultation.

Frequently Asked Questions
What regulatory standards apply to pharmaceutical facilities in New Zealand?
The New Zealand Code of GMP for Manufacture and Distribution of Therapeutic Goods (aligned with PIC/S PE 009) governs pharmaceutical manufacturers. Clean room environments are assessed against ISO 14644. IANZ-accredited laboratories operate under ISO/IEC 17025. Compounding pharmacies are subject to Medsafe’s pharmacy compounding requirements and relevant sections of the Medicines Act 1981.
What ISO classifications do CPL Group’s Clean Room Solutions support?
CPL Group’s Clean Room Solutions are designed and built to support ISO 14644-1 classification requirements from ISO Class 5 through ISO Class 8, covering the full range of pharmaceutical manufacturing and laboratory environments from aseptic fill-finish to general QC laboratories. The specific filtration specification, air change rates, and pressure differential configuration are determined during the facility design phase based on the intended process classification.
How do CPL Group’s solutions support GMP compliance?
CPL Group’s pharmaceutical and laboratory systems are designed to support Good Manufacturing Practice (GMP) compliance across multiple dimensions: controlled airflow and pressure differentials through Clean Room Solutions, physical zone separation through Laboratory Dividers and Cross Contamination Solutions, personnel and material flow control through Decontamination Curtains and PVC Strip Curtains, and temperature-validated storage through Freezer Panels. The integrated suite allows facilities to address GMP requirements across facility layout, environmental control, and contamination management within a single supply relationship.
Can CPL Group solutions be configured for existing facilities?
Yes. CPL Group’s pharmaceutical and laboratory product range is modular and configurable for both new-build facilities and existing site retrofits. Laboratory Dividers, Cross Contamination Solutions, Decontamination Curtains, and PVC Strip Curtains can all be specified and installed within operational facilities with minimal disruption. Clean Room Solutions and Freezer Panels are designed to specification during a consultation and survey process. CPL Group provides no-obligation consultation to assess site requirements and develop a tailored solution.
Are CPL Group products manufactured in New Zealand?
Yes. CPL Group’s core pharmaceutical and laboratory product range — including Laboratory Dividers, Clean Room Solutions, Freezer Panels, Cross Contamination Solutions, Decontamination Curtains, Chemical Splash Curtains, and PVC Strip Curtains — is manufactured in New Zealand. This means no international shipping delays, direct technical consultation, and rapid deployment for New Zealand facility projects.
How do I request a quote from CPL Group?
Contact CPL Group directly via the website or the regional office number for your country. CPL Group provides no-obligation quotes and free consultations. For pharmaceutical and laboratory projects, early engagement is recommended to allow adequate time for design consultation, site survey where required, and product specification ahead of facility commissioning or audit deadlines.

As Medsafe inspection expectations continue to focus on practical contamination control, environmental consistency, and validated storage conditions, many facilities are reassessing whether their current infrastructure fully supports GMP requirements in daily operations.
If you’re developing a new site, upgrading an existing facility, or preparing for a Medsafe audit, CPL Group provides engineered solutions manufactured in New Zealand. Contact the NZ team to discuss your requirements or request a no-obligation consultation.