





Industrial Safety Curtains: The Ultimate Guide to Clean Zones and Workplace Safety
Uncategorized
February 3, 2026

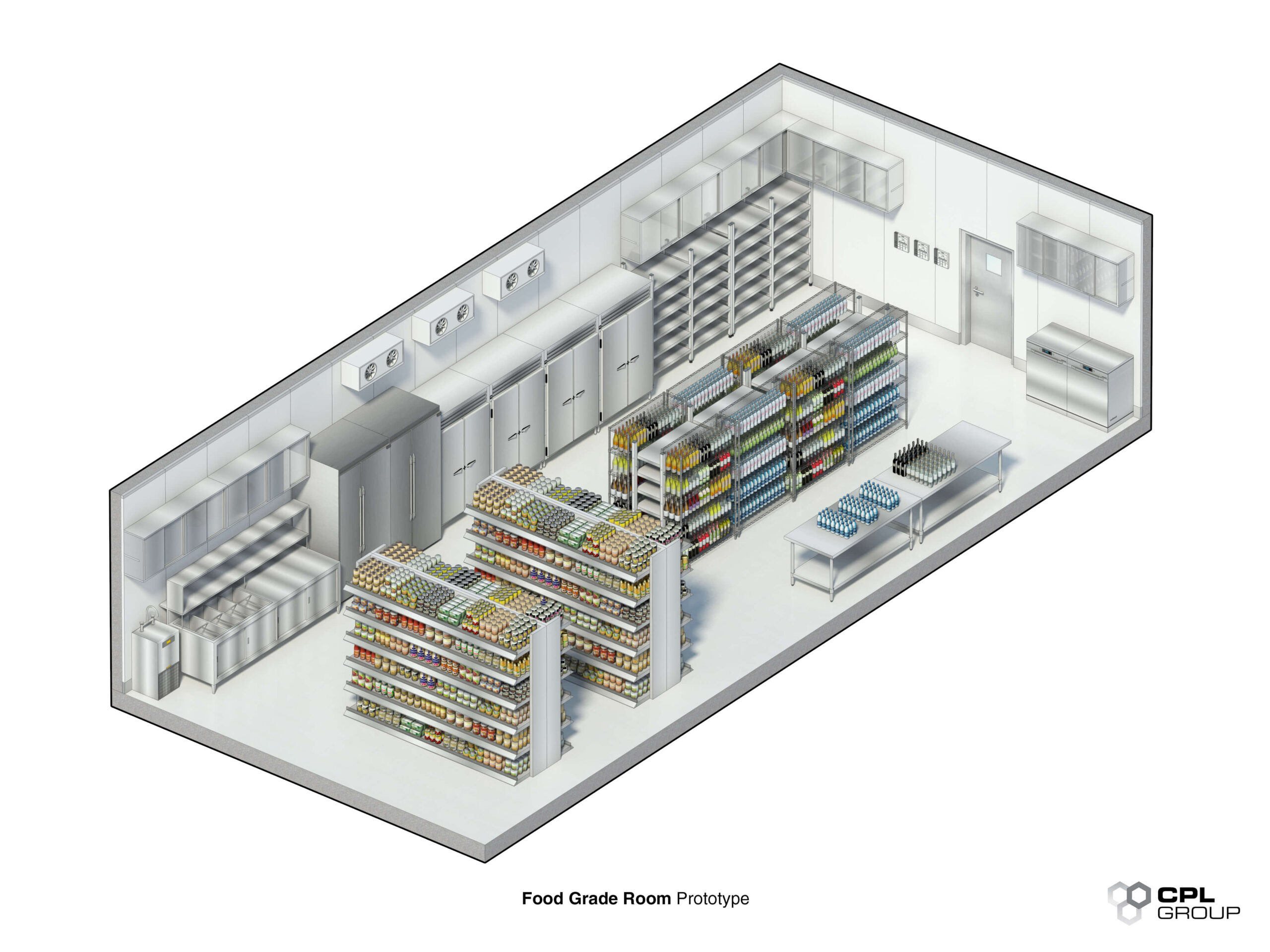
At CPL Group, we offer state-of-the-art Food Grade Rooms tailored to meet the stringent requirements of the Food & Beverage industry. Our Food Grade Rooms are designed to provide a controlled environment for various food processing and storage needs, ensuring compliance with industry regulations and standards.
res Temperature and Humidity Control: Our Food Grade Rooms are equipped with advanced systems to maintain precise temperature and humidity levels, essential for preserving the quality and safety of food products.
Hygienic Design: The rooms are built with materials and surfaces that are easy to clean and maintain, reducing the risk of contamination and ensuring optimal hygiene.
Customizable Configurations: We offer customizable options to suit specific operational needs, including varying sizes, layouts, and storage solutions.
Compliance with Standards: Our Food Grade Rooms adhere to industry-specific standards and regulations, providing peace of mind for businesses in the food and beverage sector.
Enhanced Product Quality: By providing a controlled environment, our Food Grade Rooms help in preserving the freshness and quality of food products, ultimately extending their shelf life.
Regulatory Compliance: Businesses can operate with confidence, knowing that our Food Grade Rooms are designed to meet the strict regulatory requirements of the food and beverage industry.
Operational Efficiency: The customizable configurations allow for efficient utilization of space, streamlined workflows, and optimized storage solutions, contributing to overall operational efficiency.










Copyright © 2026

